What is Drive In Racking?
Drive In Racking is a high-density warehouse storage system designed to maximize pallet storage capacity by minimizing aisle space. Forklifts can directly drive into the rack lanes to load and retrieve pallets, making it one of the most space-efficient industrial pallet racking systems.
The Drive In Pallet Racking System is ideal for storing large quantities of the same SKU. It follows a LIFO (Last-In, First-Out) inventory management principle, where pallets are loaded and unloaded from the same aisle. Compared with standard selective racking, it can dramatically improve warehouse space utilization and reduce overall storage costs.

Why Choose Our Drive In Racking
High Density Storage
Reduce aisle requirements and maximize pallet positions. Storage capacity can increase by 60% or more compared to standard selective racking.
Ideal For Bulk Storage
Perfect for storing large quantities of similar products in manufacturing plants, cold storage warehouses, and logistics centers.
Cold Storage Friendly
Maximizes expensive refrigerated warehouse space while reducing cooling energy consumption per pallet position.
Common Types of Drive In Racking

Drive In Racking
- Operation: Forklifts enter and exit from the same side.
- Inventory Flow: LIFO (Last-In, First-Out), suitable for non-perishable goods.

Drive Through Racking
- Operation: Forklifts can enter from both sides of the rack.
- Inventory Flow: FIFO (First-In, First-Out), ideal for fast turnover products.

Cold Storage Drive In Racking
- Features: Galvanized or low-temperature resistant coating.
- Application: Widely used in frozen food and pharmaceutical cold rooms.
Advantages of Drive In Pallet Racking
Maximum Space Utilization
Reduces aisle space dramatically and increases warehouse cube utilization.
Cost Effective Storage
Lower cost per pallet position compared with automated high-density storage systems.
Suitable For Bulk Goods
Best solution for warehouses storing large batches of identical or similar products.
Simple Structure
Modular structure allows fast installation and easy future expansion.
Compatible With Standard Forklifts
Works with reach trucks and counterbalance forklifts equipped for lane entry operations.
Excellent For Cold Storage
Ideal for expensive refrigerated environments where maximizing storage density is critical.
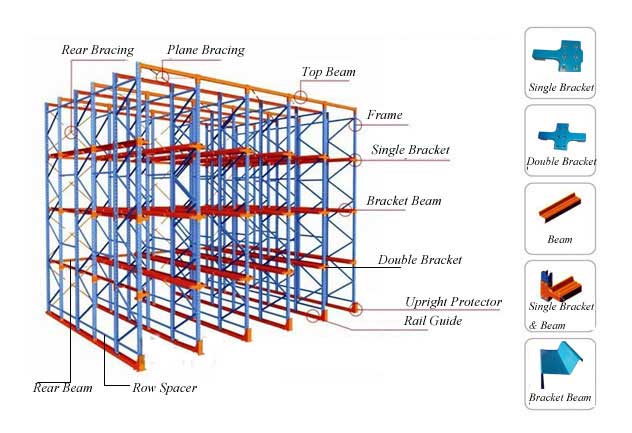
Technology and Structural Details
Heavy Duty Upright Frames
Manufactured from high-strength cold rolled steel with reinforced base plates for maximum load stability.
Guide Rails & Rail Supports
Pallets rest directly on support rails, allowing forklifts to safely travel inside rack lanes.
Impact Protection System
Integrated guide rails, upright protectors, and overhead bracing improve operational safety and reduce forklift collision damage.
Technical Specifications
| Technical Index | Detailed Parameters |
|---|---|
| Main Material | Q235B / Q345B High Strength Cold Rolled Steel |
| Load Capacity | 500kg – 2000kg Per Pallet Position |
| Rack Height | Up To 12000mm |
| Rack Depth | Customized According To Pallet Quantity Per Lane |
| Surface Treatment | Epoxy Powder Coating / Hot Dip Galvanized |
| Standards | ISO9001:2015, RMI, FEM, AS4084 |
Applications
Drive In Pallet Racking is widely used in industries requiring high-density pallet storage.

Cold Storage Warehouses
Frozen food and refrigerated logistics storage.

Food & Beverage
Bulk pallet storage for beverages and packaged food.

Manufacturing Warehouses
Storage of raw materials and finished products.

3PL Logistics Centers
Efficient high-density pallet storage for logistics operations.
Frequently Asked Questions
Q: What is drive in pallet racking?
A: Drive In Racking is a high-density storage system where forklifts drive directly into rack lanes to store and retrieve pallets. It is ideal for storing large quantities of the same SKU.
Q: What is the difference between drive in and drive through racking?
A: Drive In Racking uses one entry/exit point and follows LIFO inventory flow. Drive Through Racking allows forklifts to access from both sides and supports FIFO inventory rotation.
Q: Is drive in racking safe?
A: Yes. When designed correctly and used with proper forklift operation procedures, drive in racking is a safe and reliable warehouse storage system. Additional safety accessories such as guide rails and upright protectors are recommended.
Q: Which industries commonly use drive in racking?
A: Drive In Racking is commonly used in cold storage, food and beverage, manufacturing, chemical, and third-party logistics industries where bulk pallet storage is required.
“`

